Hướng dẫn cắt ống chi tiết đúng kỹ thuật giúp đầu bấm kín và hệ thống bền bỉ. Phân tích chuyên sâu các lỗi thường gặp, mẹo xưởng và quy trình cắt chuẩn 7 bước từ chuyên gia thủy lực có kinh nghiệm 13+ năm.
Trong hệ thống thủy lực, cắt ống mềm thủy lực đúng kỹ thuật là bước tưởng chừng đơn giản nhưng lại ảnh hưởng trực tiếp đến độ kín khít, tuổi thọ đầu bấm và độ an toàn vận hành của toàn bộ hệ thống. Trên thực tế, rất nhiều sự cố rò rỉ, bung đầu, hỏng fitting xảy ra không phải do chất lượng ống hay đầu nối, mà bắt nguồn từ vết cắt sai kỹ thuật ngay từ đầu.

Với kinh nghiệm thực tế nhiều năm trong ngành thủy lực – cơ khí, bài viết này sẽ hướng dẫn bạn 7 bước cắt ống thủy lực đúng chuẩn xưởng, áp dụng hiệu quả cho cả lắp ráp mới lẫn sửa chữa tại hiện trường.
1. Các lỗi cắt ống thủy lực thường gặp & hậu quả thực tế
Trong quá trình thi công và sửa chữa hệ thống, rất nhiều sự cố rò rỉ, bung đầu bấm hay hỏng thiết bị không xuất phát từ vật tư kém chất lượng, mà đến từ những lỗi cắt ống rất cơ bản. Dưới đây là các lỗi phổ biến nhất mà thợ kỹ thuật thường gặp:
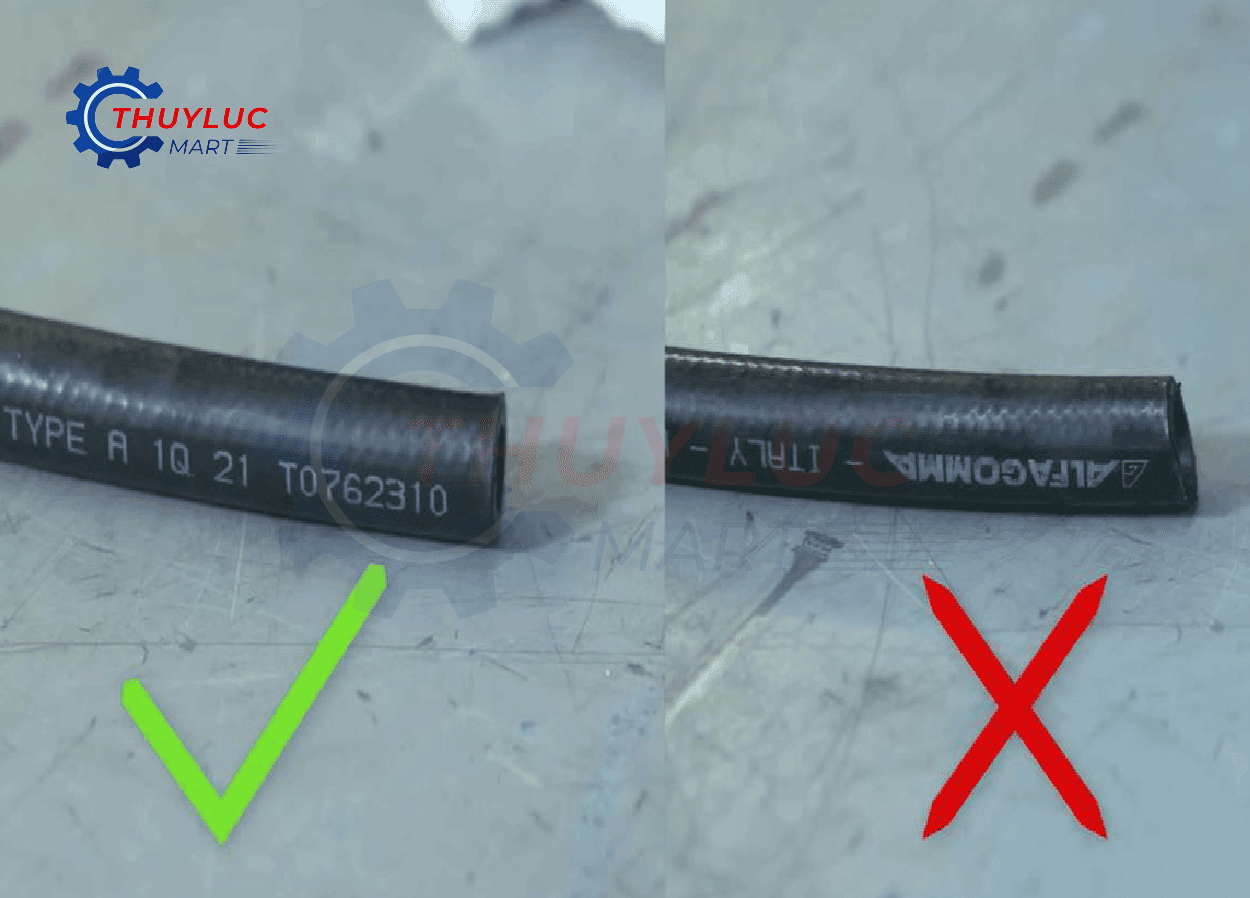
- Cắt ống không vuông góc: Vết cắt nghiêng khiến đầu bấm không ôm đều lõi ống, dẫn đến rò rỉ dầu sau một thời gian ngắn vận hành, đặc biệt ở hệ thống áp cao.
- Làm tưa sợi thép gia cường: Thường xảy ra khi dùng dụng cụ không phù hợp hoặc cắt quá nhanh. Sợi thép tưa sẽ cản trở quá trình bấm đầu, làm giảm độ bám và độ kín.
- Không làm sạch mạt bên trong ống: Mạt cao su và kim loại còn sót lại sẽ theo dầu đi vào hệ thống, gây kẹt van, mài mòn bơm và làm giảm tuổi thọ toàn bộ hệ thống thủy lực.
- Dùng máy mài hoặc lưỡi cắt tốc độ cao: Nhiệt sinh ra trong quá trình cắt có thể làm cháy cao su, biến dạng cấu trúc ống, khiến ống nhanh lão hóa và dễ nứt vỡ khi làm việc.
Những lỗi này thường không lộ ra ngay, nhưng sẽ gây sự cố sau vài ngày hoặc vài tuần vận hành, đặc biệt trong môi trường rung động và áp suất cao.
2. Quy trình 7 bước cắt ống thủy lực đúng chuẩn kỹ thuật

Bước 1: Lựa chọn dụng cụ cắt phù hợp
Đây là yếu tố quyết định đến chất lượng vết cắt. Tùy loại ống (bố vải, 1 lớp thép, 2–4 lớp thép), cần dùng dụng cụ cắt chuyên dụng cho ống thủy lực để đảm bảo đường cắt gọn, không làm biến dạng lõi ống.
Bước 2: Đo và đánh dấu chính xác chiều dài ống
Luôn đo chiều dài ống theo tâm cong làm việc, không đo khi ống bị xoắn hoặc uốn lệch. Sau khi đo, đánh dấu rõ ràng vị trí cần cắt để tránh sai lệch khi thao tác.
Bước 3: Cố định chắc chắn ống trước khi cắt
Ống cần được kẹp cố định bằng ê-tô hoặc gá giữ chuyên dụng.
Việc này giúp:
- Vết cắt vuông góc với trục ống
- Tránh rung lắc làm xé lớp thép gia cường
- Đảm bảo an toàn cho người thao tác
Bước 4: Thực hiện cắt với lực đều
Khi cắt, cần giữ lực ổn định, dứt khoát, không bẻ cong hoặc xoắn ống.
Tuyệt đối tránh cắt vội hoặc dùng lực giật mạnh vì sẽ làm:
- Méo tiết diện ống
- Tưa sợi thép
- Hỏng cấu trúc bên trong

Bước 5: Kiểm tra lại mặt cắt ống mềm
Sau khi cắt xong, cần quan sát kỹ:
- Mặt cắt phải phẳng, vuông góc
- Không tưa lớp thép
- Không móp méo phần cao su trong
Nếu mặt cắt không đạt yêu cầu, nên cắt lại ngay thay vì cố lắp ráp.
Bước 6: Làm sạch bên trong ống
Đây là bước rất nhiều thợ bỏ qua, nhưng lại cực kỳ quan trọng.
Quá trình cắt có thể tạo ra mạt cao su, mạt thép nhỏ bám bên trong ống. Nếu không làm sạch, các dị vật này sẽ theo dầu đi vào hệ thống.
Có thể làm sạch bằng khí nén, dung dịch chuyên dụng hoặc thiết bị làm sạch ống thủy lực.
Bước 7: Chuẩn bị cho bấm đầu hoặc niêm phong tạm
Sau khi ống đã được cắt và làm sạch:
- Có thể tiến hành bấm đầu nối thủy lực
- Hoặc niêm phong tạm thời hai đầu ống để tránh bụi bẩn nếu chưa lắp ngay
Việc che chắn đầu ống giúp giữ sạch hệ thống, đặc biệt quan trọng trong môi trường công trường, nhà máy nhiều bụi.
>> Xem thêm: Phân biệt đầu bấm Crimp và Swage trong bấm ống thủy lực
3. Những dụng cụ cắt ống thủy lực thường dùng
- Máy cắt ống thủy lực chuyên dụng
- Dao cắt ống thủy lực cầm tay
- Cưa lưỡi mịn cho ống nhiều lớp thép
Lưu ý: Không khuyến nghị dùng máy mài hoặc lưỡi cắt tốc độ cao vì dễ sinh nhiệt, làm cháy cao su và hỏng cấu trúc ống.
Trong ngành thủy lực, chất lượng không nằm ở thao tác cuối cùng, mà bắt đầu từ những bước cơ bản nhất.
Một vết cắt đúng kỹ thuật giúp:
- Đầu bấm đạt độ kín tối ưu
- Hệ thống vận hành ổn định, an toàn
- Giảm rủi ro sự cố và chi phí bảo trì
>> Xem thêm: Thủy Lực Mart Chuyên Dịch Vụ Gia Công Bấm Ống Lớn Lên Đến 10 Inch
Nếu bạn đang thi công, sửa chữa hoặc lắp ráp hệ thống thủy lực, hãy luôn coi cắt ống đúng chuẩn là yêu cầu bắt buộc, không phải lựa chọn.
4. Cắt ống thủy lực khác gì với cắt ống khí nén, ống công nghiệp?
Một sai lầm khá phổ biến là đánh đồng cách cắt ống thủy lực với các loại ống khác như ống khí nén hoặc ống cao su công nghiệp. Trên thực tế, mỗi loại ống có yêu cầu kỹ thuật rất khác nhau:
- Ống thủy lực: Làm việc ở áp suất cao, có lớp thép hoặc bố gia cường. Yêu cầu vết cắt vuông, sạch, không tưa, và bắt buộc phải làm sạch bên trong trước khi lắp ráp.
- Ống khí nén: Áp suất thấp hơn nhiều, cấu trúc đơn giản. Việc cắt dễ hơn và ít yêu cầu nghiêm ngặt, tuy nhiên vẫn cần vết cắt gọn để tránh rò khí.
- Ống cao su công nghiệp: Chủ yếu dùng dẫn nước, hóa chất hoặc vật liệu lỏng không áp cao. Yêu cầu kỹ thuật cắt thấp hơn, không đòi hỏi độ chính xác và sạch nghiêm ngặt như ống thủy lực.
Chính vì sự khác biệt này, ống thủy lực không nên cắt bằng dụng cụ và thói quen của ống khí nén hay ống công nghiệp, nếu không muốn phát sinh sự cố trong quá trình vận hành.
>> Xem thêm: So sánh kỹ thuật: Ống thủy lực gia cường thép bện & thép xoắn
5. Mẹo kỹ thuật từ xưởng – kinh nghiệm thực tế nên áp dụng

Bên cạnh quy trình chuẩn, trong thực tế thi công tại xưởng và công trường, thợ kỹ thuật giàu kinh nghiệm thường áp dụng thêm một số mẹo nhỏ để tăng độ an toàn và độ bền cho cụm ống thủy lực:
- Luôn cắt dư 5–10 mm so với chiều dài tính toán, sau đó canh chỉnh lại trước khi bấm đầu để tránh thiếu chiều dài khi lắp đặt thực tế.
- Kiểm tra độ tròn của đầu ống sau khi cắt bằng cách xoay nhẹ đầu ống trên mặt phẳng; nếu thấy méo, cần xử lý lại trước khi bấm.
- Với ống nhiều lớp thép, nên cắt chậm và đều tay để hạn chế tưa sợi gia cường.
- Luôn che kín hai đầu ống bằng các nút bịt chuyên dụng sau khi cắt, đặc biệt khi chưa bấm đầu ngay, nhằm tránh bụi bẩn, cát hoặc dị vật lọt vào bên trong.

>> Xem ngay: Nút Bịt Nhựa Cho Đường Ống Giải Pháp Chống Tạp Chất Hiệu Quả
Những chi tiết nhỏ này giúp giảm rủi ro sự cố sau lắp ráp, nhất là với hệ thống làm việc liên tục hoặc áp suất cao.
Bạn còn thắc mắc về kỹ thuật cắt ống, bấm đầu hoặc lựa chọn ống – phụ kiện phù hợp cho từng ứng dụng, hãy liên hệ HOTLINE - đội ngũ kỹ thuật của Thủy Lực Mart luôn sẵn sàng hỗ trợ tư vấn chi tiết.
_________________________________________
Chúng tôi cam kết mang đến sản phẩm chất lượng, giá cả hợp lý, dịch vụ uy tín, chuyên nghiệp và luôn sẵn sàng phục vụ!
- Hỗ trợ tư vấn & Giải đáp thắc mắc: 0937.865.600 (Có Zalo)
- Email hỗ trợ: salesmarketing.vhe@gmail.com
- Địa chỉ:
Văn phòng: 127 Huy Cận, Khu Dân Cư Gia Hòa, Phường Phước Long, TP. Thủ Đức, TP. Hồ Chí Minh.
Kho xưởng HCM: Đường số 10, KCN Sóng Thần, Phường Dĩ An, Thành phố Hồ Chí Minh, Việt Nam
Kho xưởng HN: Km28, Quốc lộ 6A, Khu Công Nghiệp Đồng Đế, Xã Phú Nghĩa, Thành phố Hà Nội, Việt Nam
















